Sovol SV06, a printer with great potential
Today I am going to talk about the much-talked-about Sovol SV06, a cheap 3D printer that claims to be an improved clone of the famous Prusa I3 MK3S, but will it really be so?
Let's find out together!
Foreword
In the review I will leave out the assembly of the printer, which is very similar to that of an Ender 3 and available at this link, concentrating on more interesting aspects of this machine which already at first glance, as you can see in the photo opposite, is solid, with a Prusa I3-inspired aluminium chassis. The upper part with the Sovol inscription and the two front and back plates (also made of aluminium) have a plastic cover to give the machine an aesthetic touch. The extruder is a direct type, has self-levelling, textured magnetic PEI, and injection-moulded parts.
Se togliamo le parti custom, ovvero carrello Z e X e display differente (un LCD12864 invece del classico LCD2004) possiamo dire che la Sovol è di chiara ispirazione Prusa, sia nelle funzionalità come l’autoalign della Z, il piano magnetico, la routine di livellamento e calibrazione e le funzioni del firmware, sia nella cinematica, con una struttura solida e in squadra con delle placche per mantenere la rigidità. Persino la scheda madre (una classica Melzi a 32 bit basata su STM32F4) e l’alimentatore (ahimè di dubbia fattura) sono nelle stesse identiche posizioni della stampante nata dall’idea di Josef.
First switch-on and first observations
First start-up, and first defect found: the electronics, clearly inspired by the Ender 3 with the classic Melzi, leads to having only one JST for the Z axis, unfortunately during transport the connector broke due to the strain and I went a little crazy to re-mould the damaged terminal. This is a common hardware defect in cheap printers in this range and it is also the only one I found, so no harm done. The form factor of the board also makes it very easy to install the SKR Mini V3, an upgrade that I may do in the future to push this printer to its limits. Note also the presence of a ribbon for the extruder, a stylistic choice that to be honest I don't really like, but it is certainly more solid than Artillery's flat solutions and Creality's CR10s
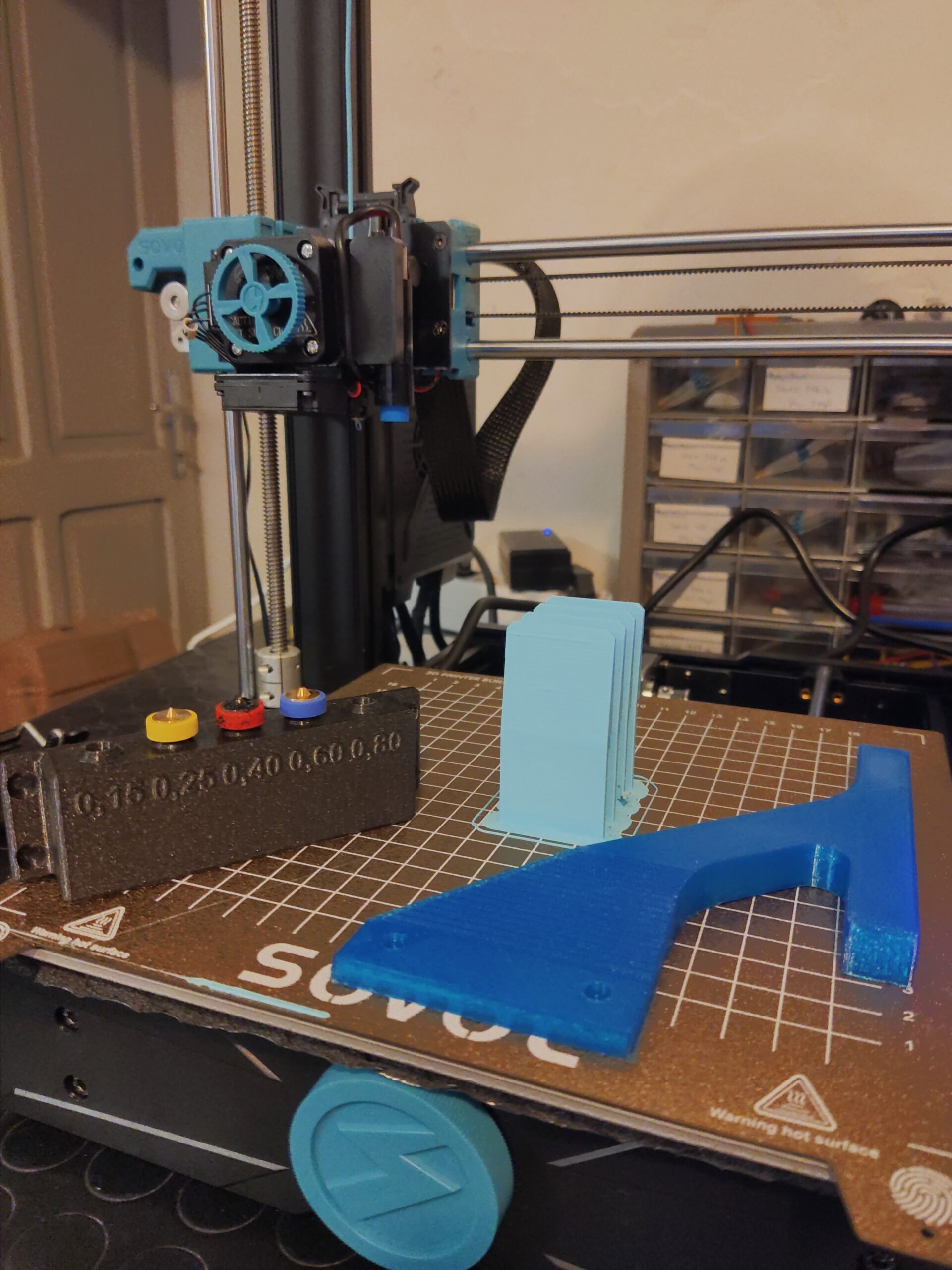
Once the printer was set up and switched on, we performed the platen probing, taking advantage of the 5×5 mesh pre-installed in Sovol's standard firmware. We did the classic leaflet test and the machine was ready to print the first benchy, so as to highlight printing defects that might not be noticeable at first glance.
Probing is carried out very intuitively, with the wizard on the display, and allows the 25-point mesh of the plane to be executed via Pinda to ensure perfect levelling of the first layer.
You can immediately hear the sound of the bearings on the smooth bars.
First printing: La benchy
Probing takes about 2 minutes. Once I had finished and brought the print bed up to temperature (quite slow preheating: another flaw) I prepared the slicer for the first print using Prusaslicer: for convenience I used a modified Prusa MK3S preset. After all, doesn't Sovol claim to be a Prusa clone? 😉
Preset 215° for the material and 60° for the plane, we are ready to print
Having loaded the material, blue PLA from 'CyberFilaments', we started to print the benchy with the standard slicer parameters while maintaining fairly high speeds: 0.2 Speed on PrusaSlicer, if you would like to try
Even without any calibration other than bed leveling, the result is not so bad and with a temp tower and retraction test the few defects disappeared.
Now we can move on to more challenging tests.

Observations and improvements
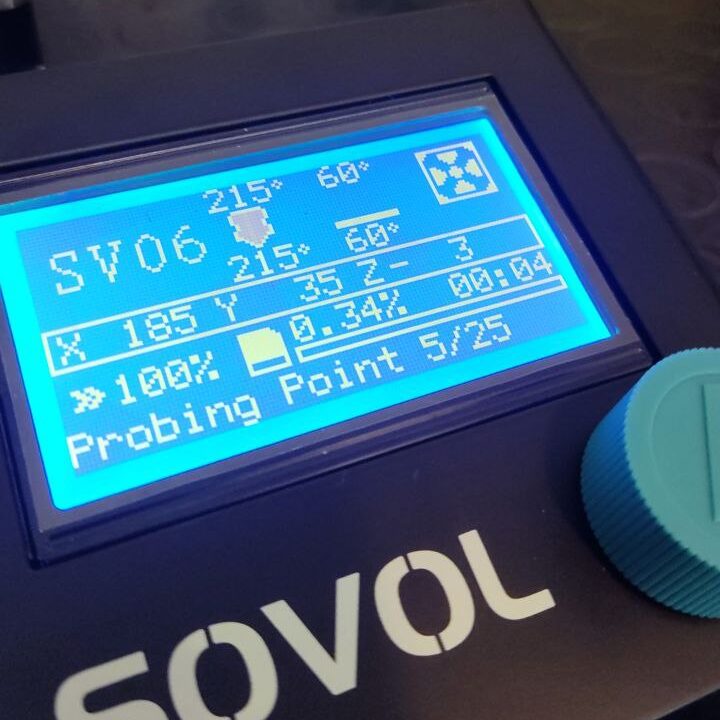
First problem: the bed is very slow to warm up.
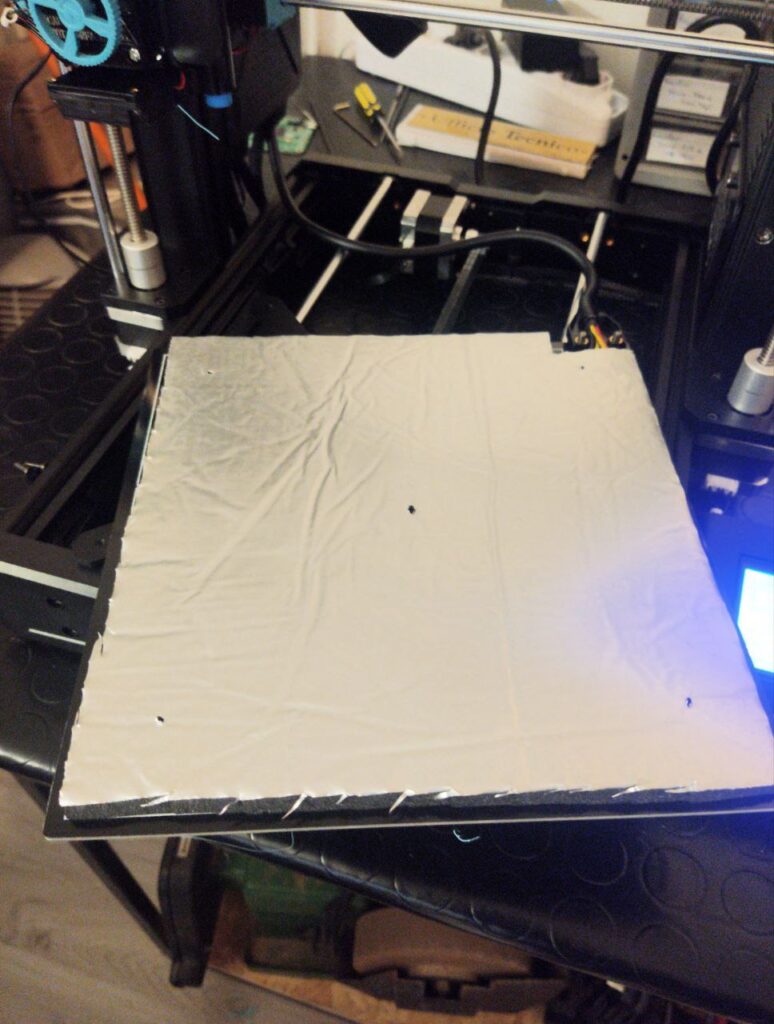
Solution: I have installed a 3mm insulation pad underneath the PCB, so as to improve thermal performance and considerably shorten heating cycles, which are otherwise exasperating and which, for materials requiring high temperatures such as PETG or ABS/ASA, can cause abrupt drops during printing. In the process, I have noticed that the Strain-Relief of the print bed cable is poor, so I am already printing a 'cable chain' reinforcement to prevent cable movement from causing unpleasant accidents (er...who said ANET A8?).
Once the pad was installed, I re-run the piano PID and immediately noticed significant improvements in warm-up times: 2′ 50″ instead of 3'40″ to go from 15° to 60°.
Once the pad was installed, I re-executed the PID of the platen and started printing, immediately noticing significant improvements in times (from 15° to 60° instead of 3minutes 40 seconds took 2 minutes 50).
Problem: ribbon and bed cable stability.
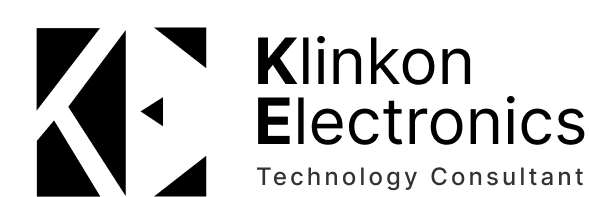
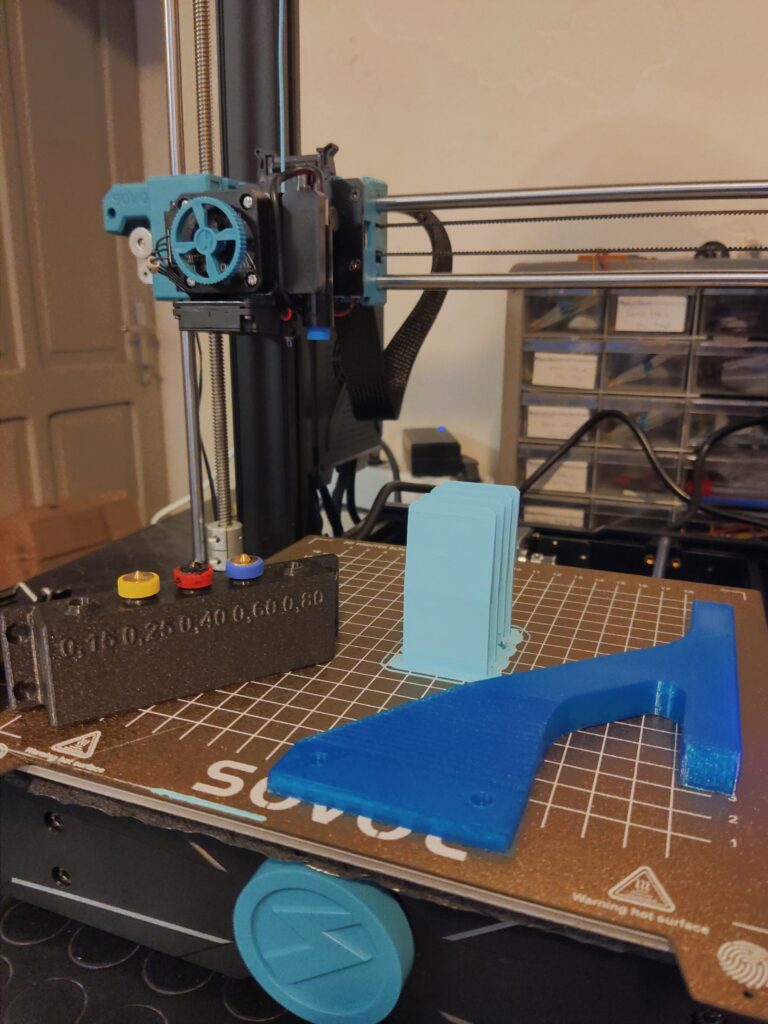
Solution: I printed some components found on Printables in blue PETG using Sovol itself, so that I could immediately test the printing quality of 'difficult' materials, using almost the entire printable area
(photo work in progress)
I leave here the links to download them if you would also like to use them in your SV06.
Problem: electromagnetic interference causing the display to go blank and sometimes pausing the print; out of 50 prints only 2 went to pause, but it is annoying.
Solution: Unfortunately, this is only solved by replacing the power supply or the display ribbon, although by keeping the PSU disconnected from the chassis, the pause problem disappears and only the chassis glitch remains.
Software problems: there are a few, but the worst is definitely the lack of babystepping, which makes it impossible to fine-tune the first layer when changing the type of material used.
Other prints and final considerations
In my workshop I am constantly printing both pieces for myself and on commission, so the printer was immediately put under with all sorts of filaments, such as PLA Cyber, PETG prusament and ABS Esun.
The first parts sent to print were PLA hooks for an electronics cabinet.
By setting layer height 0.16 to 'quality', i.e. a medium-slow print, print quality was high and ringing and wobbling did not appear despite the fact that this is a Cartesian bed slinger printer
Other workpieces printed in PLA with faster settings confirmed the machine's capabilities, so much so that, compared to the Prusa, we didn't notice any major differences: after all, we couldn't expect otherwise, as they both have the same frame. It must also be said that this was a part that really rewards the stability of this type of frame, being tall and narrow.
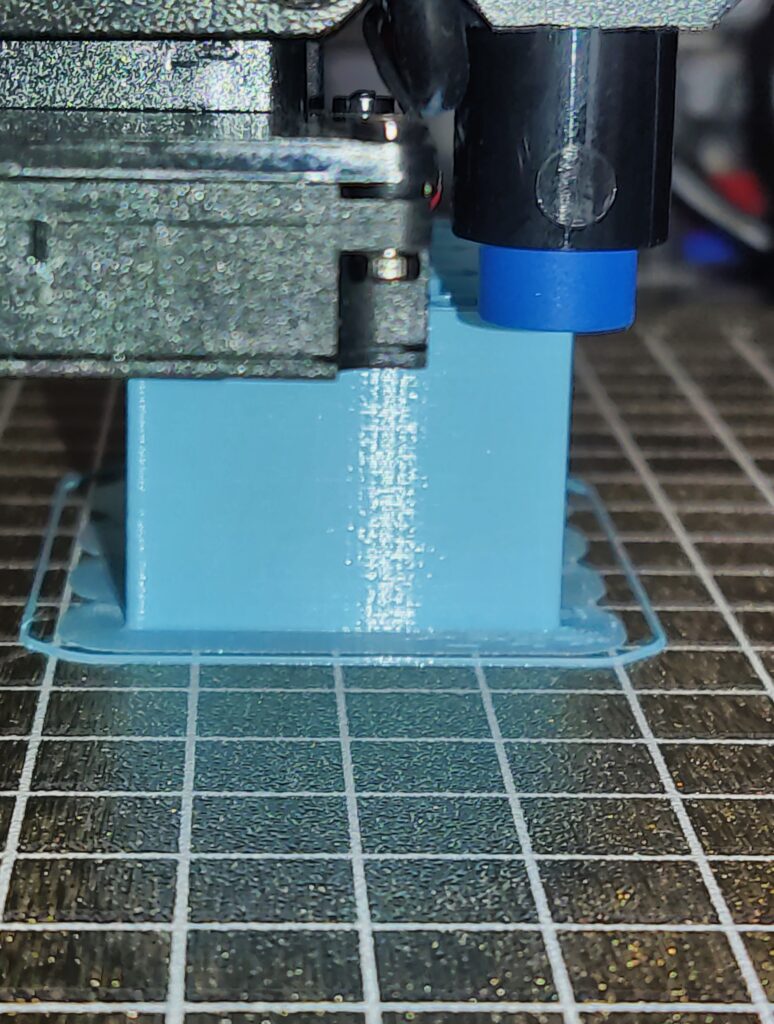
Adhesion to the platen is very good, but as I have no babystepping control I still preferred to use a 5mm brim. So far the printer has not failed a print, unwanted pauses aside (rare and for which I have a solution in the pipeline).
Moving on to more serious materials instead, such as Prusament's PETG Galaxy Black, we strained the printer more, especially in the extruder part, and even here, with the MK3S presets, we obtained spectacular results, such as the REVO QuickChange nozzle holder of our Prusa, printed at 0.2 Speed on the Sovol and which came out perfectly, without warping problems and above all with a constancy in the flow that makes it a very solid piece, thus confirming both the dimensional and "mechanical" quality at the SV06 printing level
On a whim we then dabbled with ABS, a tough material given the temperature requirements, and printer. Having ascertained that the printer is all metal (which is very pleasing considering that with a PTFE-lined already PETG becomes borderline) we loaded a reel of semi-transparent Esun ABS, loaded a weather station arm, and sent it to print using the box the machine is shipped in as enclosure.
The result is amazing, the part did not warp, a sign that PEI has very good adhesion even with 'difficult' materials, and the printer showed no signs of cracking, especially on the electronics side as it has small fans for coldend and electronics (in fact I was afraid it would clog)
I'll leave you a short video where I show the piece coming out as it did, forgive my hands, but I don't have any first-rate photographic equipment so it's a bit of a chore 🙁
Conclusions
Sovol has so much potential to express, so much so that the prints that come out are really almost perfect. The defects found are attributable to poorly made filament calibrations.
In terms of expandability, being compatible with the SKR mini, it becomes easy to 'klippify' it to push it to higher speeds as, for most makers, speeds of 60 mm/s and accelerations of 5000 mm/s² may suffice. My tests were carried out with these parameters in addition to the standard PrusaSlicer presets.
For sure, a custom firmware to implement babystepping and a better power supply is mandatory (I reserve the right to run oscilloscope tests to see if it is really the PSU or something else that generates those annoying display disturbances), but in terms of structure it is very solid and the injection-moulded parts, despite expectations, proved to be very rigid.
For €300 I consider it a very good buy, especially as a first machine for a maker: it is a kind of Prusa MK3S at a lower cost and even with a reinforced Z-axis.
The printer is often found at a discount on Amazon, so I'll leave the link in the description for you to monitor its price and maybe buy it too!
How about you? Have you already had a chance to try out this printer? Leave a comment in the box below!